Kokereitechnik - Ein kleiner Einblick
Die weiße Seite
Zum Inhalt:
Starkgas, Stadtgas, Leuchtgas!
Wassergas
Mondgas
Gasbehandlung
Die Kohlenwertstoffe - einstiger Motor der Chemie
Nachwort
Rückblick - Die Entwicklung der Koksindustrie.
Die um die Mitte des vorigen Jahrhunderts aufgekommene Verkokung zielte ursprünglich nur auf die Gewinnung von Koks für den Hochofenprozeß ab. Das dabei anfallende Gas wurde verbrannt und lieferte die Wärme für die Verkokung der Kohle. Erst seit Ende des 19. Jahrhunderts wurden die bei der Verkokung aus der Kohle flüchtige Bestandteile als Kohlenwertstoffe und Gas gewonnen und verwertet. Bezogen auf die eingesetzte Kohle werden etwa 75% in Koks umgewandelt und ca. 25 % in Kokereigas und Kohlenwertstoffe.Als weiße Seite wird derjenige Bereich einer Kokerei bezeichnet, wo das Koksofengas aufgearbeitet wird. Diese Aufarbeitung erfolgt heute hauptsächlich zur Reinigung des Rohgases von Begleitstoffen, die im Gas als unerwünscht gelten.
Starkgas, Stadtgas, Leuchtgas!
Das aus den Kammern der Koksöfen austretende bräunlichgelbe Gasgemisch nennt man Rohgas. Dieses Rohgas enthält als Gase Wasserstoff, Methan, ungesättigte Kohlenwasserstoffe, Kohlenmonoxyd, Kohlendioxyd, Stickstoff, Ammoniak, Schwefel- und Cyanwasserstoff, als Dämpfe sind vertreten: Wasserdampf, Benzol und Homologe, Naphthalin, Schwefelkohlenstoff und Teer.Wie schon erwähnt, wird zur Unterfeuerung Starkgas (Koksofengas) oder Schwachgas (Gichtgas=Hochofengas) eingesetzt, wobei die Schwachgasunterfeuerung jedoch ökonomischer ist, da so das wertvollere Koksofengas für andere Zwecke zur Verfügung steht. Insbesondere vor der Umstellung auf Erdgas waren die Kokereien (und Gaswerke) die Lieferanten des Stadtgases, ohne die es in vielen Küche kalt und in den Straßen dunkel geblieben wäre. Das Leuchtgas war Überschußgas von Koksöfen, daß zur Beleuchtung von Straßen und Gebäuden genutzt, das über einen höheren Benzolgehalt verfügte, da es nicht ausgewaschen wurde ("ab Vorlage").
Folgende Richtlinien für die Gasbeschaffenheit des Stadtgases hatte der DVGW aufgestellt (1921, auszugsweise):
- Das abzugebende Mischgas soll einen oberen Heizwert von 4000 bis 4300 kcal/m³ (0°, 760 Torr. trocken) besitzen.
- Dieser Heizwert soll durch Zusatz brennbarer Gase zum Steinkohlengas und nicht durch übermäßige Beimischung von stickstoff- und kohlensäurereichen Gasen (Rauchgasen, Generatorgas) erreicht werden.
- Das spezifische Gewicht des Mischgases (Luft=1) soll nicht 0,5 überschreiten.
- Sowohl für das gekennzeichnete Mischgas, als auch für Steinkohlengas sollte nicht über einen Gehalt von 12% unbrennbarer Gase (Kohlensäure und Stickstoff) hinausgegenagen werden (Bestimmungsgenauigkeit für Inertgas <0,2%).
- Der Sauerstoffgehalt darf keinesfalls über 0,5 %, möglichst unter 0,2 % Vol.-%.
- Reinheit von Schwefelwasserstoff, Ammoniak und Teer ist unbedingt zu fordern.
Zur Unterfeuerung der Koksöfen konnte neben Gichtgas auch das in Drehrost-Generatoren erzeugte Generatorgas zur Unterfeuerung der Koksöfen herangezogen werden Heizwert (800 - 1500 kcal/Nm³).
An dieser Stelle sei auch das Wassergas erwähnt. Durch Einleiten von Wasserdampf in die bereits ausgegarte Koksofenfüllung läßt sich im Koksofen dieses Gas erzeugen, welches mit dem Entgasungsgas zusammen abgesaugt wird. Das steigerte die Gasausbeute und wurde sehr oft in Gaswerken praktiziert. Das Wassergas hat ein Heizwert von etwa 2800 kcal.
Und wer kennt noch Mondgas?
Nein, das Gas stammt nicht von unserem Erdtrabanten. Dieses Gas ist nach seinem Entdecker,
Dr. Ludwig Mond (1839 bis 1909), ein britischer Chemiker und Industrieller deutscher Herkunft,
benannt worden. Hergestellt wurde dieses Gas durch Vergasung gasreicher Steinkohle mit Luft in
Gegenwart von überschüssigem überhitzten Wasserdampf bei möglichst niedriger
Temperatur. So entsteht ein Gas mit hohem Ammoniakgehalt und einem Heizwert von 800 - 1500
kcal/Nm².





Gasbehandlung.
Das Rohgas wird aus dem Gassammelraum der Ofenkammern oberhalb der Kohlenschüttung durch das Steigrohr abgesaugt, und ein Krümmer leitet es weiter in die "Vorlage", das Gassammelrohr an der Maschinenseite der Ofenbatterie. Im Krümmer wird das Rohgas mit ammoniakhaltigem Wasser bedüst, wodurch das Gas abkühlt und ein Teil des Teeres kondensiert, der als feinste Tröpfchen im Rohgas vorliegt ("Teernebel"). Das sich so gebildete teer-wässrige Kondensat fließt in den Teerscheider, hier scheidet sich das Rohteer auf Grund des unterschiedlichen, spezifischen Gewichtes ab, wird verladen und zur Teerdestillation (nach Castrop-Rauxel) versandt. (In der Teerfabrik wurde der Steinkohlenteer durch Destillation zerlegt. Nach Gewinnung der Fraktionen Leichtöl, Mittelöl, Schweröl und Anthracenöl ("Grünöl") bleibt das Pech als Destillationsrückstand zurück. Das Pech ist eine schwarze erstarrte plastische Masse und besteht im wesentlichen aus drei- bis siebenkernigen Kohlenwasserstoffen, Heterozyklen, weiterhin enthält es Pyren, Chrysen, Picen, Triphenylen usw.) Das Rohgas wird in den nun folgenden Querrohrkühlern auf etwa 25° C abgekühlt und mittels Gassauger (früher: Exhaustor) zu der elektrostatischen Gasreinigung (EGR) weitergedrückt, in der die feinst vorhandenen Teertröpfchen und Stäube aus dem Gas entfernt werden. Das Rohgas gelangt nun zu den Waschern, wobei zuerst das Gas von Schwefelwasserstoff (H2S) mit Hilfe einer wäßrigen Ammoniaklösung befreit (H2S-Wascher) wird. Dann wird das Ammoniak (NH3) aus dem Gas gewaschen (NH3-Wascher), damit es im Rohrleitungssystem keine Korrosion verursachen kann.Um das Ammoniak aus dem Gas zu waschen, macht man sich die wichtige physikalische Eigenschaft des Ammoniakgases nutzbar: seine große Löslichkeit in Wasser insbesondere bei niedrigen Temperaturen. Daher muß das Gas vor dem Waschereintritt eine möglichst niedrige Tempertur aufweisen. Der Schwefelwasserstoff wird mit Hilfe von Ammoniakwasser aus dem Rohgas entfernt, wobei das Ammoniakwasser nur geringste Mengen an Kohlendioxyd enthalten darf, da es die Aufnahme des Schwefelwasserstoffs behindert.
DetailsSämtliche Waschvorgänge, d. h. die Anreicherung des Waschwassers mit dem aus dem Gas zu entfernenden Stoffen, sind physikalische Vorgänge. Die Wascher haben eine bestimmte Anzahl von Zwischenböden. Das Gas tritt unten in die Wascher ein und muß einen Zickzackweg durch die Schlitze der Streckmetallhorden nehmen, das sind eine Anordnung von profilierten Blechen, zwischen denen jeweils ein Abstand von 20 bis 40 mm besteht und die versetzt angebracht sind. Das Waschwasser fließt dem Kopf des Waschers zu und wird auf die oberste Hordenlage verteilt, sammelt sich auf dem ersten Zwischboden und fließt durch die Flüssigkeitsausläufe auf die zweite Hordenlage usw.
In den nachgeschalteten Benzolwaschern werden Benzol und auch Naphthalin mit Hilfe eines Waschöls aus dem Gas gewaschen. Naphthalin, Summenformel C10H8, wurde vor allem auf Farbstoffe weiterverarbeitet sowie auf Tetralin (Tetrahydronaphthalin), Dekalin (Dekahydronaphthalin), Phthalsäureanhydrid und Folgeprodukte. Das gereinigte Rohgas kann nun als Betriebsgas zur Versorgung werkseigener Betriebe, z. B. der Stahl- und Walzwerke oder des Kraftwerkes dienen (Verfahrensweise bei einer Hüttenkokerei), oder das Überschußgas wird verdichtet und einer Feinreinigung sowie Trocknung unterzogen und kann nun als Reingas in das Ruhrgasnetz eingespeist (Verfahrensweise bei einer Zechenkokerei).
Kohlenwertstoffe - einstiger Motor der Chemie.
Auf die Nutzung der bei der Verkokung anfallenden Kohlenwertstoffe basierte einst ein ganzer Haupt- und Wissenschaftszweig: Die Carbochemie.Ohne Kokereien hätte die Farbenindustrie blaß ausgesehen. Als Beispiele seien hier genannt: Toluol, auch Methylbenzol, Summenformel C7H8, einfachste Vertreter der Alkylbenzole, findet auch heute noch als Grundchemikalie in der chemischen Synthese und als Lösungsmittel breite Verwendung. Xylol, auch Dimethylbenzol, Summenformel C8H10 mit den drei Xylolisomeren: 1,2-Xylol (ortho-Xylol), 1,3-Xylol (meta-Xylol) und 1,4-Xylol (para-Xylol) findet ebenfalls als Lösemittel Verwendung und dient zur Herstellung von Kunststoffen, Farben und Klebstoffen. Anthracen, Summenformel C14H20, wurde durch katalytische Oxydation mit Luft in Anthrachinon überführt, ein Zwischenprodukt für Alizarin und andere Beizenfarbstoffe wie das Alizaringelb, Kresolrot oder das Anilin, das Ausgangsstoff für Indigo, Fuchsin, Anilinschwarz und andere Azofarbstoffe war. Aber auch für das fiebersenkende und schmerzstillende Aminophenazon. Ebenso wären kein Aspirin, Pyramidon und keine Antibiotika (Sulfonamide) entwickelt worden, und auch das Süßstoff Saccharin würde uns das Schlemmen nicht erleichtern. Dies sind nur einige, wenige Beispiele. Über 10.000 Kohlenstoffverbindungen befinden sich im Steinkohlenteer. Bis heute ist diese Substanz nicht restlos erforscht worden - denn es lohnt sich nicht mehr.
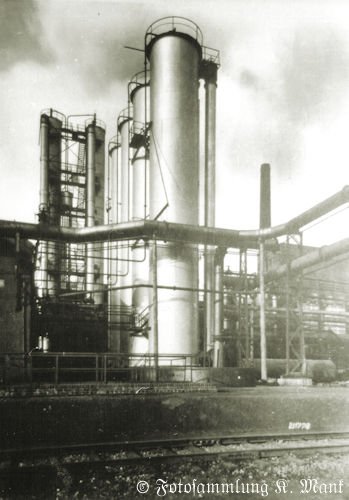
Kokerei Osterfeld
(© Fotosammlung K. Mank)
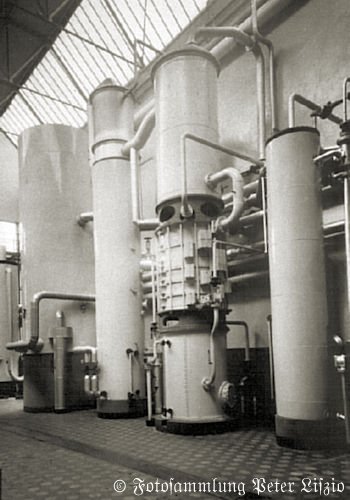
(© Fotosammlung Peter Liszio, Kokerei Schwelgern)

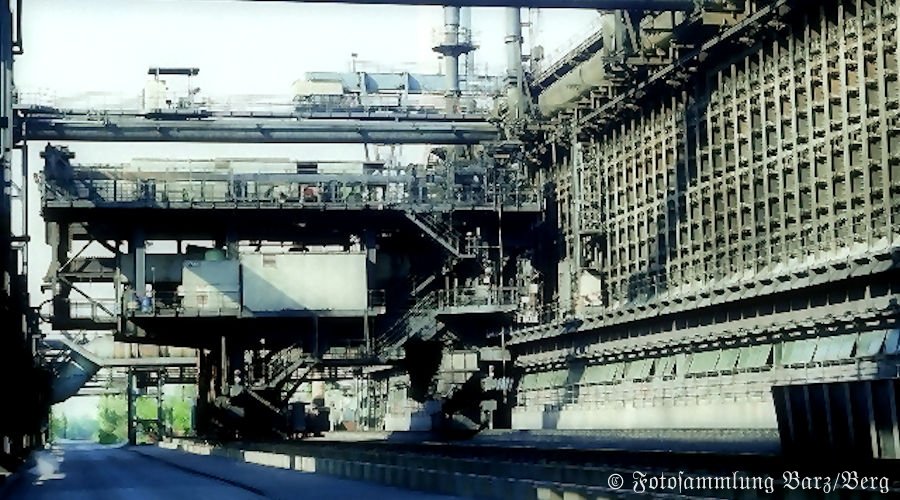
Weiße Seite. Im Hintergrund KKT 1
(© Peter Liszio, Kokerei Schwelgern)
Nachwort.
Die Löschwolken der Kokereien, die lange als Wahrzeichen der Industrie- und Kohlereviere galten, gehören inzwischen fast der Vergangenheit an. Von einst über 50 Kokereien (Stand: Februar 1959) produzieren heute nur noch die Kokerei Schwelgern, Kokerei Hüttenwerke Krupp Mannesmann sowie die Kokerei Prosper (ArcelorMittal Bottrop) im Ruhrrevier. Die Kohlenwertstoffe sind heute nur noch lästige Nebenprodukte (Kohlenunwertstoffe) und werden zu einem großem Teil verbrannt (!), die Petrochemie kann die Stoffe einfacher und billiger produzieren. Zusätzlich bestimmen Billig-Importe aus Ländern ohne Mindestlöhne und geringen Umweltstandards den Koksmarktpreis.Ursache der Benachteiligung des Standortes Deutschland, deren Produktionsanlagen sich durch Umweltverträglichkeit auf hohem Niveau unter humanen Arbeitsbedingungen auszeichnen, sind hohe Personal- und Betriebskosten sowie Umweltschutzauflagen (TA-Luft und TA-Lärm usw.). Sie erfordern hohe Investitionen in Emissionsschutzsysteme, deren Kosten die Industrie auf ihre Erzeugnisse umlegen muß. Somit beruht der Wettbewerbsvorteil einiger Koksimportländer mit geringem oder keinem Umweltbewußtsein und Ausbeutung der Arbeiter. Hier kann nur ein globales Umdenken den gewünschten Erfolg herbeiführen um Ökonomie und Ökologie sinnvoll zu kombinieren.
Quellennachweis:
- Dr. A. Spilker: "Kokerei und Teerprodukte der Steinkohle", Halle (Saale), 1933
- Der Bergbau der Hüttenwerk Oberhausen AG, Oberhausen Rheinland, 1961
- Dr. Otto Grosskinsky: "Handbuch des Kokereiwesens", Bd. I und II, Düsseldorf 1958
- Dr. F. M. Ress: "Geschichte der Kokereitechnik", Essen, 1957
- "Kenndaten der Kokerei August Thyssen", Stand 1985
© Michaela Barz-Berg
Bild- und Textmaterial sind urheberrechtlich geschützt. Alle Rechte vorbehalten. Die Verwendung der Texte, Bilder oder Graphiken - auch auszugsweise - ohne Genehmigung des Webmasters ist strafbar.